
מהי הדפסת תלת מימד בטכנולוגיית מיטת אבקה?
הדפסת תלת מימד בטכנולוגיית מיטת אבקה, הידועה גם בשם המקצועי Powder Bed Fusion (PBF), היא משפחה של טכנולוגיות ייצור בתוספת שבהן מקור אנרגיה תרמי מאחה באופן סלקטיבי אזורים בתוך "מיטה" של חומר גלם אבקתי. התהליך מתבצע שכבה אחר שכבה ליצירת אובייקט תלת ממדי מוצק. בכל מחזור, שכבה דקה של אבקה (פולימר, מתכת או חומר קרמי) נפרסת על פני משטח הבנייה. לאחר מכן, מקור אנרגיה, כגון קרן לייזר או קרן אלקטרונים, סורק את חתך הרוחב של החלק באותה שכבה ומתיך או מסנטר את חלקיקי האבקה יחדיו.
לאחר איחוי שכבה אחת, פלטפורמת הבנייה יורדת במרחק קבוע, השווה לעובי של שכבה אחת, ושכבה חדשה של אבקה נפרסת מעל. התהליך חוזר על עצמו עד להשלמת בניית החלק כולו. טכניקה זו מאפשרת יצירת גאומטריות מורכבות ביותר, לעיתים קרובות ללא צורך במבני תמיכה ייעודיים, מכיוון שהאבקה שלא אוחתה מספקת תמיכה פיזית לחלק הנבנה. קטגוריה זו של הדפסה כוללת מספר תהליכים מובחנים, הנבדלים זה מזה בסוג החומר, במקור האנרגיה ובמנגנון האיחוי. טכנולוגיות אלו נמצאות בשימוש רחב בתעשיות התעופה והחלל, הרפואה, הרכב וייצור אבות טיפוס מהירים.
כיצד עובד תהליך ההדפסה ב-SLS שלב אחר שלב?
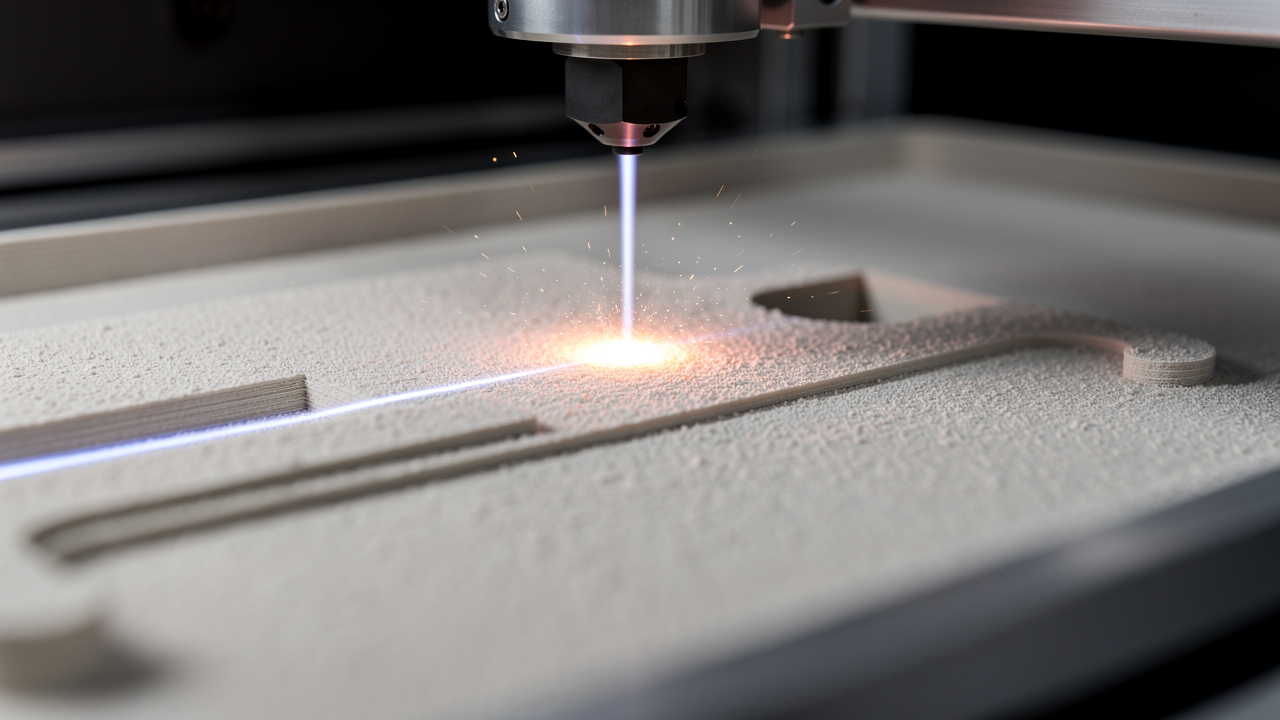
Selective Laser Sintering (SLS) היא אחת הטכנולוגיות הנפוצות ביותר במשפחת מיטת האבקה, והיא מתמקדת בעיקר בחומרים פולימריים. התהליך כולו מתרחש בתוך תא מחומם הנמצא בטמפרטורה הקרובה לנקודת ההתכה של האבקה, מה שמסייע להפחית עיוותים תרמיים. התהליך מתבצע בכמה שלבים עוקבים: ראשית, מיכל המכיל את אבקת הפולימר מחומם וגליל או להב פורס שכבה דקה ואחידה של אבקה על פני פלטפורמת הבנייה. עובי שכבה טיפוסי נע בין 0.1 ל-0.15 מילימטר.
בשלב השני, קרן לייזר CO2 בעלת עוצמה גבוהה, המונחית על ידי מראות סריקה מהירות, מסמנת את חתך הרוחב של המודל על גבי שכבת האבקה. האנרגיה של הלייזר גורמת לחלקיקי האבקה להתאחות (להתחבר) יחד וליצור שכבה מוצקה. לאחר השלמת סריקת השכבה, פלטפורמת הבנייה יורדת בגובה של שכבה אחת, מנגנון הפיזור מורח שכבת אבקה טרייה מעל, והתהליך חוזר על עצמו מאות או אלפי פעמים עד שהחלק מושלם. בסיום ההדפסה, כל גוש האבקה, המכיל בתוכו את החלקים המודפסים, נותר להתקרר באופן איטי ומבוקר במשך שעות.
טבלת השוואה: טכנולוגיות הדפסה באבקה
המונח "הדפסת אבקה" כולל תחתיו מספר טכנולוגיות שונות, שלכל אחת יתרונות ויישומים ייחודיים. ההבדלים העיקריים נוגעים לסוג החומר, מקור האנרגיה והאווירה שבה מתבצע התהליך.
| מאפיין | SLS (Selective Laser Sintering) | DMLS (Direct Metal Laser Sintering) / SLM | EBM (Electron Beam Melting) |
|---|---|---|---|
| סוג חומר עיקרי | פולימרים (ניילון, TPU) | מתכות (אלומיניום, טיטניום, פלדת אל-חלד) | מתכות מוליכות (טיטניום, סגסוגות מבוססות ניקל) |
| מקור אנרגיה | לייזר CO2 | לייזר סיב אופטי (Fiber Laser) | קרן אלקטרונים (Electron Beam) |
| סביבת עבודה | אוויר או גז אינרטי (חנקן) | גז אינרטי (ארגון) | וואקום גבוה |
| יישומים נפוצים | אבות טיפוס פונקציונליים, חלקים לסדרות קצרות, מוצרי צריכה | שתלים רפואיים, רכיבי תעופה, תבניות מורכבות | רכיבי תעופה וחלל, שתלי אורתופדיה |
מהן הטעויות הנפוצות בתכנון חלקים להדפסת SLS?
אף על פי שהדפסת SLS מציעה חופש עיצובי רב, תכנון נכון הוא מפתח להשגת תוצאות איכותיות. טעות נפוצה אחת היא התעלמות מעובי דופן מינימלי. דפנות דקות מדי (בדרך כלל מתחת ל-0.8 מ"מ) עלולות להיות שבירות, להתעוות במהלך שלב הקירור או להישבר בשלב ניקוי האבקה. מנגד, אזורים עבים מדי (מעל 10-15 מ"מ) עלולים לצבור חום, להתכווץ באופן לא אחיד וליצור עיוותים או חללים פנימיים בחלק.
טעות נוספת היא תכנון חללים פנימיים או נפחים סגורים ללא חורי ניקוז. מכיוון שהאבקה הלא-מאוחה ממלאת כל חלל, יש לתכנן פתחי יציאה המאפשרים לאבקה הכלואה לצאת בשלב הניקוי. ללא פתחים אלו, האבקה נשארת כלואה בתוך החלק, מוסיפה לו משקל ועלולה להפוך לרעשן לא רצוי. גודל החורים המומלץ הוא לפחות שניים, בקוטר של 4-5 מ"מ כל אחד, הממוקמים באזורים נסתרים ככל הניתן.
סיטואציה נפוצה: ניקוי האבקה לאחר ההדפסה ובטיחות
לאחר שההדפסה מסתיימת ותא הבנייה מתקרר, מתחיל השלב המכונה "התפרצות" (breakout). בשלב זה, גוש האבקה המוצק, המכונה "עוגה", מועבר לתחנת עבודה ייעודית. החלקים המודפסים חבויים בתוך גוש אבקה זה. תחילה, רוב האבקה העודפת מוסרת ידנית בעדינות באמצעות מברשות וכלים פנאומטיים קטנים. האבקה העודפת נאספת, מסוננת וניתנת לשימוש חוזר בהדפסות הבאות לאחר ערבוב עם אבקה חדשה, מה שהופך את התהליך לחסכוני יחסית. תהליך מיטת האבקה תוכנן מתוך מחשבה על מיחזור חומר.
לאחר הסרת רוב האבקה, החלקים עוברים ניקוי סופי, בדרך כלל באמצעות התזת חרוזי זכוכית או חומר שוחק אחר (bead blasting). תהליך זה מסיר את כל שאריות האבקה, במיוחד מחריצים ופרטים קטנים, ומעניק לחלק גימור פני שטח מט ואחיד. חשוב לציין כי עבודה עם אבקות דקיקות דורשת אמצעי בטיחות מחמירים. אבקות פולימריות ומתכתיות רבות הן דליקות ועלולות ליצור אבק נפיץ בריכוזים מסוימים באוויר. לכן, תחנות הניקוי חייבות להיות מצוידות במערכות שאיבה וסינון ייעודיות, והמפעילים נדרשים להשתמש בציוד מגן אישי מתאים כדי למנוע שאיפת חלקיקים.
לפרטים נוספים, היכנסו לקישור המצורף: indus3design.
האם יש צורך בתומכות בהדפסת SLS?
אחד היתרונות המשמעותיים והמבדלים ביותר של טכנולוגיית SLS הוא שברוב המכריע של המקרים, אין צורך להוסיף מבני תמיכה ייעודיים למודל. בניגוד לטכנולוגיות כמו FDM או SLA, שבהן חלקים תלויים באוויר או זוויות חדות דורשים מבנים נפרדים לתמיכה שיש להסירם לאחר מכן, ב-SLS האבקה הלא-מאוחה שמסביב לחלק ממלאה תפקיד זה. אבקת הפולימר החמה והדחוסה משמשת כחומר תמיכה טבעי ויעיל לכל שכבה חדשה שנבנית מעליה.
היעדר הצורך בתומכות מציע יתרונות רבים. הוא מאפשר חופש גיאומטרי כמעט מוחלט, כולל הדפסת מנגנונים מורכבים, חלקים בתוך חלקים (assemblies-in-one-go) וצורות אורגניות מורכבות שלא ניתן לייצר בשיטות אחרות. יתרון נוסף הוא חיסכון בזמן ובחומר, שכן אין צורך בתהליך נוסף של הסרת תומכות, תהליך שלעיתים קרובות משאיר סימנים על פני השטח של החלק ודורש עבודת גימור נוספת. תכונה זו, כפי שמתואר במקורות כמו ויקיפדיה, היא מה שהופך את SLS לבחירה מועדפת לייצור סדרות קטנות ועיצובים מורכבים.
Indus3D מפעילה מפעל להדפסת תלת מימד בישראל ומציעה מגוון טכנולוגיות הדפסה ללקוחות תעשייתיים ופרטיים.
אילו חומרים נפוצים בשימוש בהדפסת SLS?
החומר הנפוץ ביותר בהדפסת SLS הוא ניילון פוליאמיד 12 (PA12), הידוע בתכונותיו המכאניות הטובות, עמידותו הכימית וגמישותו. חומרים נפוצים אחרים כוללים ניילון 11 (PA11), שהוא גמיש יותר ומבוסס על מקורות צמחיים, ופולימרים גמישים דמויי גומי כמו TPU, המשמשים לייצור חלקים הדורשים גמישות ועמידות בפני קריעה.
מהי רמת הדיוק של הדפסת SLS?
הדפסת SLS נחשבת למדויקת למדי. עובי השכבות הטיפוסי הוא כ-0.1 מילימטר, ורמת הדיוק הכללית של החלקים היא בדרך כלל בטווח של ±0.3 מ"מ עבור המידות הראשוניות, וסטייה נוספת של כ-0.3% על כל מידה נוספת. דיוק זה מספק עבור רוב היישומים, כולל אבות טיפוס פונקציונליים וחלקים לשימוש סופי.
האם ניתן לצבוע חלקים שהודפסו ב-SLS?
כן, חלקי SLS, במיוחד אלו העשויים מניילון PA12, ניתנים לצביעה בקלות לאחר ההדפסה. מכיוון שהחומר מעט נקבובי, הוא סופג צבע היטב. התהליך הנפוץ ביותר הוא צביעה בטבילה (Dyeing), המאפשרת קבלת צבע אחיד ועמיד החודר לעומק פני השטח של החלק. ניתן להשיג מגוון רחב של צבעים בתהליך זה.